I Norrbo socken sålde en man vävskedar redan på 1600-talet
Att vara vävskedsmakare var ett tidsödande hantverk som krävde stor yrkeskunskap.
Vävstolar och andra hantverk har alltid tillverkats i linlandet Hälsingland, men inga vävskedar vad det verkar. Traditionen att tillverka vävskedar hade man däremot i södra Sverige och i ett litet område i övre Dalarna.
Det begärliga lingarnet använde man för att byta till sig åtråvärda vävskedar .

Vår äldsta vävsked är från 1799. Andra vävskedar är från tidigt 1800-tal. På flera av skedarna sitter original inlindningen fortfarande kvar.
Familjen Per Ljudén skriver i Gopshusboken, att många Gopshusbor tillverkat och försålt vävskedar sedan tidigt 1800-tal. Vävskedsmakarna drog ut på sina försäljningsfärder på hösten efter skördetidens slut och återvände i regel vid valborgsmässotiden då vårbruket tog vid.
Text och bilder ur Folke Svedenfors bok, VÄVSKEDSMAKERI OCH HORNSLÖJD, som Nordiska Museet gav ut 1952.
Gillar du det vi gör, följ oss på Facebook och dela gärna den här sidan med dina vänner.
Har du en egen hemsida får du gärna länka till dellenportalen.se Tack för ditt stöd!
Använd sökfunktionen
Tryck ner Ctrl, håll kvar och tryck ner tangenten f och släpp. I sökrutan upp till höger eller ner till vänster beroende på vilken dator du har, kan du nu söka vad du vill i det dokumentet du har framför dig.
Mejladressen till oss hittar du längst ned på sidan.
Om du har möjlighet, kontrollera de angivna källorna och använd dem istället!
Allt material här är skyddat enligt lagen om upphovsrätt och får inte mångfaldigas utan medgivande.
Om Föråldrade och ovanliga mått.
Om Tråd, på Wikipedia.
Vävsked, på Wikipedia.
Om tråd- och garnbeteckningar.
Äldsta uppgiften om vävskedar är från Norrbo socken och 1600-talet
Skiedmakaren Hans Andersson Tegelhus ifrån Dannemark och Jutland for kring landet och giorde wäfskiedar, hade sitt tilhåld hos Staffan Simsson i Norbo bÿ, gick i badstugu dz 28 Sept, 1698, wäl plägad af Brännwijn, twättade sig, och när andra gått där ifrån blef han qwar med sin hustru. Går up på lafwen til att sofwa. Om natten blef han död, hwilket androgz för Häradz rätten, blef remitterad til Hofrätten, och fölle der på sedan resolution, att Hans Tegelhus döda kropp må i kyrkiogården begrafwas, dock i stillhet och utan Ceremonier. Hwilket skiedde den 10 Decembr 1698, vid inter Casus i kyrkioboken pag.8 och 9. Hustrun Kerstin Olofsdr blef död 21 Maij 1699, 58 år gammal.
Källa:
Kyrkoherde Martini Rogstadius.
Vad är en Vävsked?
Vävsked är det kamliknande redskap som placeras i vävstolens slagbom. Genom vävskeden trär man sedan varpens trådar med hjälp av en skedkrok, för att det ska bli rätt mellanrum mellan trådarna i väven.

En bild från södra Sunnebo i vävskedmakarnas genuina miljö. T. v. rörtillverkning, i mitten bindning och t. h. sättning av en färdigbunden sked. Mannen i mitten är Johannes Svensson.
Foto: Rubin Johansson 1922.
Den vävskedstillverkning, som bedrevs i Sydsmåland inom de tre sunnerbosocknarna Markaryd, Hinneryd och Traryd och som under senare delen av 1800-talet fick en sådan omfattning, att näringsfånget åtminstone för Markaryds vidkommande blev bygdens betydelsefullaste inkomstkälla, kan på goda grunder antas ha vunnit insteg under 1700-talets senare år.

Makarna Nils (1885-1963) och Jenny Elvira (1894-1972) Hjelt i Hannabad i Markaryd
Tätast låg vävskedsmakarnas stugor i Markaryds sockens norra, västra och södra delar, under det att Traryds socken hade sina flesta utövare i de södra delarna och i Hinneryds socken i de byar som låg närmast Markaryd och Knäred i Halland. Hemslöjdens utövare var i stor utsträckning torpare och backstusittare, men även de små hemmanens brukare var ofta vävskedsmakare.
Förutom området i södra Sunnerbo med Markaryds socken som kärna har en annan svensk bygd haft vävskedstillverkning som specialitet och bedrivet den i stor skala, nämligen en trakt i övre Dalarna med nordvästra Mora och sydöstra Älvdalen med kärnområde. I Oxbergs by i Mora socken var nästan alla till mogen ålder komna manspersoner på sin tid ”skedkarlar”, och detsamma var förhållandet i Väsa i Älvdalen var hanteringen utbredd.

Vävskedsmakare Nils Melin, Östra Gällareböke, Markaryd (1837 – 1930).
Hur gick tillverkning av vävskedar till
Åsarna
Vävskedens stomme, de fyra längsgående ramstyckena, kallas åsar eller spjälor. De tillverkades i allmänhet av ytved av tall, men även andra träslag förekommer. Det färska virket togs i skogen och det måste vara så slätt och kvistfritt man kunde få tag på. Det kapades sedan i de vanligaste vävskedslängderna, 5 ”kvarter” = 75 cm, 6 ” kvarter” = 90 cm eller 8 ”kvarter” = 120 cm. Dessa klyvdes sedan med en vanlig täljkniv.
Bark och inved avlägsnades med samma verktyg, och åsarna fick den önskade grovleken och täljdes efter torkning jämna, en procedur som kallades att ”springa åsar”. Åsarnas insidor gjordes platta, utsidorna runda och spjälans ena ände täljdes något smalare än den andra. Den smaltäljda ändan träddes sedan in i den halvmåneformade kniven kallad spjäldraget. Med fingrarna eller med en tång drog man sedan hela spjälan genom spjäldraget.

Spjäldrag från Älvdalen
Ändträ
Materialet till de ändträ – stall var också ett brukligt namn, ändstammar ett annat – som bildade avslutning i skedens båda ändar var i allmänhet av fur, men kunde även vara av vilket träslag som helst.
Varje ändträ hade 4 inskärningar – jack – för åsarna

Ändträ till vävsked från Mora. Inskärning av årtal, pasme- (eller bund- etc) talet, ev tillverkarens eller ägarens initialer eller märke brändes in.

Vävskedar ur egen samling, med tillverkningsår 1810 och 1822
Vävskedens tänder
Vävskedens tänder (rör, pinnar, tinnar, ritter, tungor) kunde vara av trä, vassrör eller sedermera av metall. Vanligaste träslaget var björk, glasbjörk, men även en rad andra träslag kunde komma till användning, som, en, asp, Syrén, rönn, hassel. (i första hand till grövre skedar).
Det var viktigt att få tag på gott, lättkluvet virke för ändamålet, och Axel Hjelt i Holma, Markaryds socken (f. 1885), ”den siste vävskedsmakaren”, har för bokens förf. berättat, att hans mormor Gunhild Larsdotter (f.1820) åkte mer än 2 mil långa vägen från Hannabad i Markaryds socken till Snörsjö i Traryd för att komma över det begärliga björkträ som var att hämta i den senare byn.
Glasbjörken som var rätkluven och hade lång kvistfri stam som sågades i lämpliga längder och innerveden och barken avlägsnades. Dessa klubbar fingo först torka. Sedan klövos de i ”bräder”, om möjligt lika tunna som tinnarna skulle vara breda, varefter tinnarna uttogos och lades i den s.k. tinntorkaren, som hade sin plats vid den öppna spisen i stugan.

Axel Hjelt i Holma, Markaryd, den siste vävskedsmakaren i Sydsmåland, har upphört med hanteringen som inkomstkälla. Här visar han upp sin utrustning. Esve foto 1952.
Tänder av jättevass
Det vanligaste materialet till tänderna (rören) så snart det gällde vävskedar avsedda för tätare vävnader, var emellertid vassrör, en produkt som infördes till landet över Göteborg. Enligt gammal tradition skall det ha varit saltskutor, som seglade på Spanien, vilka togo vassrören som underlast. En förfrågan till ett antal saltimportörer i västkuststaden bekräftar, att flera av den under 1800-talets senare del importerade stora partier av den förstnämnda varan, som vidarebefordrades till Markaryd. Då vassrören fungerade som ”underbäddning för skeppsladdningar”, kunde de införas tullfritt. Från Hallands län var vassrörsimporten igång redan 1820, och 1767 noterades, skedar med tänder av detta material. Vasstängerna, käpparna, voro i allmänhet 3-3½ meter långa (längder upp mot 8-10 alnar kunde förekomma) och sammanfördes till 25 st. i varje – ”en fjärndel vass”. Två typer av vass förekom, den s.k. lövvassen och Mallagavassen. I regel sågades först stängerna sönder i 3 längder. Mittendelen som innehöll det bästa virket, användes till tänder i finare skedar, under det att rotändan och toppen gingo till grövre. Själva spetsen var obrukbar, men det vore inte likt smålänningarna, om den inte kom till användning på annat sätt. På 1880-90-talen såldes sådana ”toppar” för 25 öre hundradet. – en torpare i Hannabad satte svarvade knoppar på dem och så salufördes de som promenadkäppar vid marknader och andra festliga tillfällen.
Metoderna för framställning av tänder avvek något från varandra, främst beroende på om materialet var av trä eller vassrör.

En vävsked från 1807 som troligen är tillverkad av vassrör
Först ska vi se på proceduren då materialet var av trä. Efter det att en lämplig björkstam sågats ut i lika långa längder, som tänderna ska ha, och fått torka, vidtar avlägsnandet av bark o dyl. samt täljningen av träbiten, som nu kallas knubb. Verktyget man använder är en bandkniv, och till proceduren används en täljebänk. Knubben klövs i fyra delar varefter märgen, midjan togs bort. Befanns björken nu lämplig till tinnved, kapade man hela stammen i längder om fyra tum.

En knubb täljes med bandkniven på den finurligt konstruerade täljebänken.
I stugan lades virket upp till torkning på stänger under taket.
Det fullständigt torra tinnvirket togs ned och klövs med en mycket tunn, bredbladig kniv (jångga, eller jannga på moramål). Knubben klövs först i stycken, vilkas tjocklek var lika med tinnarnas bredd, och sedan klöv man i tur och ordning vart och ett av dessa stycken till tinnar. De färdigkluvna tinnarna lades mot en för detta ändamål särskild konstruerad ställning (tinnstocken), som hade sin plats vid spisen. Ibland rörde man i tinnarna för att de skulle torka bättre. De torra tinnarna buntades ihop och lades på takstängerna.
Täljning av tinnar
Nästa arbetsmoment var att tälja tinnarna. Därvid hade man på vänstra pekfingret, mot vilket tinnen låg under täljningen, en tuta (en fingerlapp) av tjockt läder. Själva täljningen utfördes med en liten, men mycket vass kniv (skedtinnekniv), tillverkad av spetsen av en utsliten lie. De färdigtäljda tinnarna lades åter på tinnetorken. Då täljningen var avslutad, buntades tinnarna ihop i buntar om 600 st.

Skedtinnekniv från Mora, tillverkad av spetsen av en utsliten lie.
Om tänderna var vassrör
Om materialet till tänderna var vassrör, kunde tillverkningen försiggå på följande sätt: ”Käpparna” sågas med vassarsågen, en såg med finare tänder än en vanlig såg, i lämpliga längder, d.v.s. till den längd rören skulle ha. En sådan vassrörs stump kallas tuta. Därefter vidtar klyvningen.

Axel Hjelts verktyg
Fr. v. jämnekniv, slättekniv, täljekniv, förelöpare, nyckel till bindstolens skruvanordning, becktråd, klyvekniv, och bandkniv. Rörhyveln är fastsatt på täljetavlans stående stång.
Rören hyvlas därefter i rörhyveln, som är fastsatt på en upprättstående stång i Hyvelbänken – den senare ofta kallad täljetavlan. Rörhyveln består av två järnskivor med slipade eggar fastsatta, den ena över den andra, på ett avstånd som kan regleras med en skruv. Eggarna på hyvelbladen är vid hyvlingen vända från den arbetande. De med hjälp av klyvekniven tälja rören, som ska hyvlas, dragas med en täljestång i riktning mot vävskedsmakaren. De erhålla därvid samma tjocklek eller höjd (med klyvekniven fick de även samma bredd) och blir släta och fina. Framställning av tänder var ett arbete, som oftast överläts åt skedmakarens familj. Redan i 7 – 8-års åldern fick barnen lära sig den konsten. Från Dalarna berättas att man i Väst-Myckeläng specialiserat sig på tillverkning av tänder, tinnar, vilka man sålde korgvis till skedmakare i andra byar. I Oxberg var det få gårdar, där inga skedmakare funnos, på samma sätt specialiserade på tillverkning av tinnar.
Becktrådens betydelse
Till att sammanhålla vävskedens olika delar användes becktråd, vars grovlek var beroende på vilken typ (finhetsgrad) som den färdiga skeden skulle ha. Materialet var hemspunnet lin, som spanns på slända eller spinnrock och därefter tvinnades till erforderlig grovlek. Sedan färdigt bomullsgarn kommit i handeln, blev detta allt vanligare som råvara till becktråd och slog småningom ut lingarnet i skedmakarnas bevågenhet.
Framställning av beck
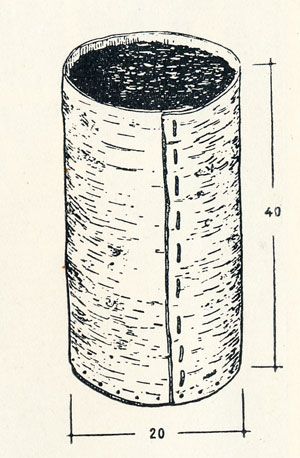
Beck framställdes ur tjära, en produkt som var mycket lättåtkomlig i dessa trakter, där tjärbränning var en viktig binäring sedan sekler tillbaka. Hur tjära och beck framställdes för omkr. 200 år sedan skriver Carl von Linné i sin skånska resa. De vävskedsmakare som förf. varit i kontakt med, använde en särskild gryta (beckgryta, beggryta, putta) vid kokningen, som pågick i cirka 2 timmar eller just så länge att det fick den rätta konsistensen. Beck såldes till vävskedstillverkare i s.k. beckaskruvar, framställda av torkad granbark. Diametern på dessa var 25-30 cm och höjden 7 cm.
Vid beckning av tråden användes en liten ställning bestående av 3 pinnar (klynnarn, stämpen och speden), som sattes ned i puttan. Klynnarn hade till uppgift att pressa ned tråden i det flytande becket. Vid stämpen är bergläppen – en genomborrad läderbit – fästad. Genom drages den beckade tråden. Spedens uppgift inskränkte sig till att bilda det tredje benet i ställningen för att den skall kunna stå.
Bredvid putt-attiraljen placeras bergrullen, en trärulle försedd med vev. Samtidigt går beckningen, om två personer hjälps åt, varvid den ene sköter rullen och puttaställningen och den andra varv för varv frigör garnbunten, som han har på en stol eller på ena armen tills hela bunten har genomgått proceduren nere i puttan och ”varpats” på beckrullen. Om garnet nystas upp och nystanet får sköta sig själv kan dock skedmakaren klara det hela ensam.
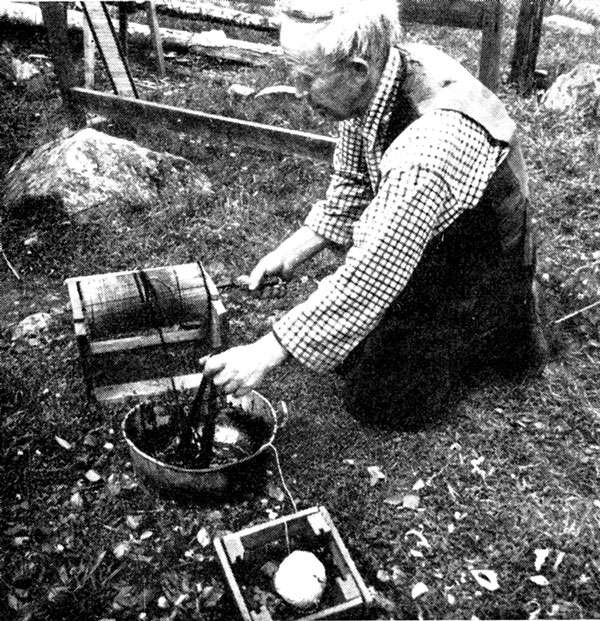
Beckning av tråd. Sped saknas i den ställningen, som vävskedsmakaren håller i vänstra handen.
Esve foto 1952.
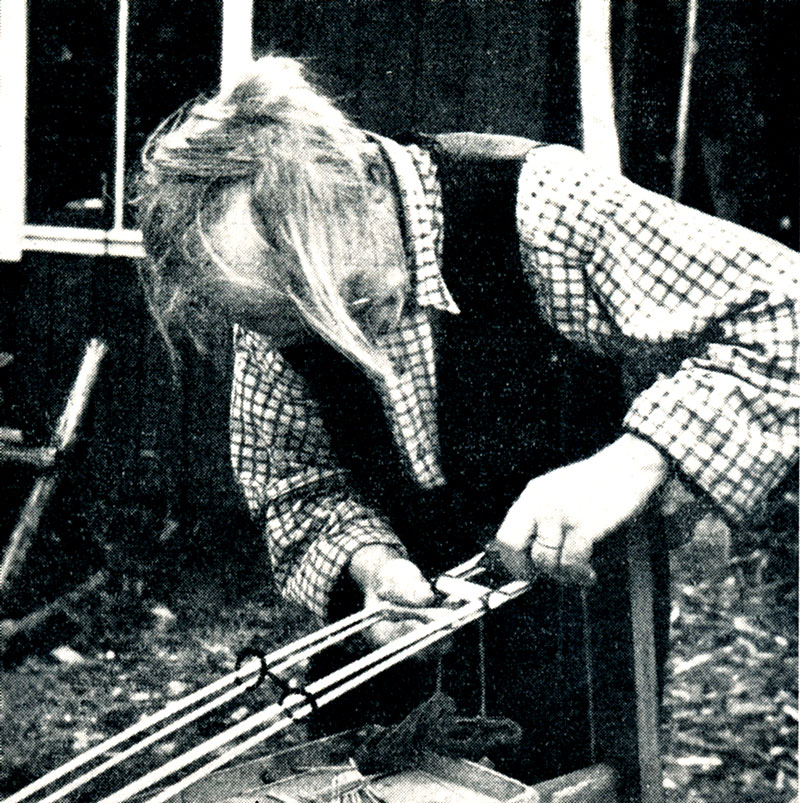
Den färdiga becktråden begas av (”avvippas”) på vävmakarens hand. Man skulle kunna tycka att det hela lätt skulle bli en enda kladdig röra, men så är inte alls fallet. Genom att gnida in handen med talg undgås all kletighet.
Beckning av tråd i Dalarna tillgick på följande sätt. Man tog en bit talg, gned händerna med denna, lade lite beck i handen och började bearbeta den tvinnande trådens fria ände. Så lindade man den obeckade tråden varv efter varv runt högra knäet och drog efter den, allt eftersom beckningen fortskred. Den beckade tråden lades ut på golvet, så att den ej skulle trasslas ihop.
Då beckningen av hela tråden var färdig, nystades tråden av på fyra av handens fingrar över armbågen och fyra varv för varje pasma. Om man skulle göra en tjugopasmesked nystade man alltså upp 80 varv becktråd över vänstra handen och armbågen. Så drog man becktrådshärvan av handen och vred ihop den ett varv, för att den skulle hålla ihop under bindningen. Den nu erhållna tråddockan kallas becktoppa (becktrådstoppa).
Beckbutt från Mora
Klädsel på åsarna
Till förarbetena kan slutligen räknas tillklippning eller tillskärningen av pappersremsor att kläda åsarna med. Härvid användes ett bräde benämnt pappersfjöl eller kläfjöl, på vilket en linjal är fästad i brädets ena sida. Pappret är i regel enfärgat blått eller grönt och har till uppgift att skydda väven under vävningen, liksom den vävande, från att bli nedsmutsad av becktråden. Remsorna skäras med den skarpa täljkniven utefter linjalen eller också ritas först med blåpenna, i vilket fall de klippas ut med sax. Pappersremsorna klistras sedermera fast med vanligt mjölklister, som påstrykes med en pensel eller borstar. Förutom papper har också tyg förekommit som klädsel på åsarna.

Bindningen har börjat. Här bindes en mattsked och becktråden viras två varv om åsarna mellan varje tand.
Bindning
Efter alla dessa förarbeten, vilka dock – i stor utsträckning överläts på kvinnor och på barn i familjen, vidtog det viktigaste arbetsmomentet, bindningen. Denna var ett precisionsarbete, som fordrade en god portion färdighet och vana.
Gamle vävskedsmakaren Johannes Brun i Markaryds socken har för omkring 30 år sedan beskrivet hur bindning i allmänhet gick till på ålderdomligt manér.
Åsarna stöds under den ganska tålamodsprövande proceduren på bindstegen, som består av en käpp nedstucken i en träkloss och med en pinne genom ett hål upptill på käppen.
Innan själva rör-eller tandbindningen börjar skall ett ändträ sättas fast i åsarnas jack, vilket sker becktrådsden i kryss. Det första röret skjutes mellan åsarna tätt intill ändträet och så slås tråden ett eller flera varv omkring dessa, varefter nästa insättes. Antalet varv mellan varje tand varierar, beroende på hur tät skeden ska bli. Åsarna hållas åtskilda av förelöparen. Vävskedmakaren håller den i högra handen, vilken, som namnet anger, efter hand skjutes framför den färdigbundna delen av skeden. Samtidigt spännas åsarna ihop av en hela, ”hoila”, en enkel anordning av garn, bestående av två sammanhållna öglor över åsarna med en knut mitt på.

Stallare från Mora. Stallaren hade samma funktion som den småländska helan eller hoilan. I undantagsfall har det förekommit att helor av trä använts även i Sunnerbo med exakt samma utseende som stallaren ovan. Det vanliga var emellertid att helan var av garn.

Stallare från Mora
Omkring den del av vävskeden, som är färdigbunden, läggs skedskinnet, som skyddar skedmakarens skjortärmar för becktråden. Detta kan vara skinn eller grövre tyg. När fastbindningen av tänderna är klar binds även det andra ändträet fast. Detta har i regel tidigare försetts med tillverkarens inbrända märke eller initialer, romerska siffror angivande skedens täthet och ev. tillverkningsåret.
Innan jag behandlar de hjälpmedel av annat slag som användes i den småländska vävskedsbygden, vill jag här påpeka en väsentlig skillnad mellan tillvägagångssättet vid bindningen i Dalarna och på andra håll i landet.
Skedkarlarna i Dalarna åstadkommo alltid en knut vid fastbindningen av varje tinner.
”Knutarna lågo som ett pärlband utefter åsarna på de färdiga skedarna”.
Några sådana knutar förekom i allmänhet inte på något annat håll, och dalaskedarna äro därför lätt identifierade.
Vanligt var, att utövarna av hemslöjden använde sig av ett redskap av mera praktisk konstruktion än den tidigare beskrivna bindstegen, nämligen en bindstol eller bandstol.

Åsarna sträcks på bindstolen. Detta var monterad på en trästång, som med sin trägängade ände kunde skruvas fast i väggen eller i en hyvelbänk.
Esve foto 1952
I Dalarna förekom ej anordningar av typen bindstegar eller bindstolar, utan skedarna kommo till på skedkarlens knän eller på ett bord – ett förhållande som kan tänkas bero på att tillverkningen ej alls på samma sätt som i Småland och på andra håll var bunden till hemmet – verkstaden. Överhuvud är redskapens antal avsevärt mindre i Dalarna än söderut, vilket kan ha samma förklaring. Det var obekvämt att medföra flera verktyg och större utrustning än som var absolut nödvändigt.
Det första ändträet har bundits fast och förelöparen har skjutits in mellan åsarna. Den föres sedan hela tiden före vid bindningen och har till uppgift att hålla avståndet mellan åsarna konstant. Vid bindning på bandstol av den typ, där åsarnas båda ändar klämmas fast är hoila obehövlig. På bilden har en hoila markerats. Den har till uppgift att hålla ihop åsarna på det rätta avståndet, förelöparen har att hålla åsarna åtskilda. Esve foto 1952
Rätt pasmaavstånd
Under bindningen kontrolleras att tänder eller rör har den täthet som är avsedd, vilket sker med passare och alnkäpp. Om detta prov visar att tinnarna placerats för glesa, avhjälpes detta med ett verktyg, kallat jämnekniv, som användes för att trycka tänderna tätare intill varandra.
Varje pasma, bunn etc. utmärkes med en mörkare tand (rör) eller genom ett märke eller en tråd på en av åsarna.
Då man bundit 15 tinnar, motsvarande ½ pasma, kontrollerade man med hjälp av en passare, att de bundna tinnarna hade det rätta avståndet från varandra och framförallt ej satt för glest.

Av bilden framgår har skedkarlarnas i Dalarna beckatrådsknut gjordes.
a. tinnar, b. spjälkar, becktråd, d. ändträ, e. stallare.
Efterarbeten
När skeden färdigbundits vidtar putsningen, en serie efterarbeten – ”skeden skall hyddas”. Det första arbetsmomentet är att avlägsna de delar av tänderna, som skjuta utanför åsarna. Proceduren kallas att sneda, ”snöja” skeden och det använda verktyget snöjekniv, en långbladig mycket vass kniv med träskaft, som föres i riktning mot den arbetande.

Vävskeden snedas. Här sker det men en vanlig täljkniv. Ett redskap av äldre typ var snöjekniven, som ofta var gjord av en gammal lie.
Nästa fas är slättingen, men innan den börjar föres slätteknivens spets över tänderna utefter de becktrådslindade åsarna. Detta kallas att skriva = skära. Därefter slättas (skrapas) längs tänderna med slättekniven egg.
Slättningen har till ändamål att göra ”höjden” på alla tänder lika stor och på så sätt göra ytan jämn på vävskedens bägge sidor. Slättekniven är en kort- och bredbladig, mycket vass kniv, försedd med träskaft. Där eggen slutar vidtar en fördjupning i stålet för att pekfingern skall kunna ge kniven stöd under arbetet.

Slättekniv

Slättning med slättekniven. Obs. rörhyveln i närbild överst t. h. Denna och följande procedurer demonstreras på en färdig vävsked med pappersbeklädda åsar. Påklistringen av pappret var i allmänhet det sista arbetsmomentet.
Nästa verktyg vid hyddsningen är mellantäljaren, en lång kniv, vars egg är ca: 1 cm lång och vars blad är så tunt, att det med lätthet kan trängas ned mellan tänderna vid täljningen. Avståndet mellan tänderna kan göras lika stora med denna kniv, därigenom att alla ojämnheter täljas bort – skeden mellantäljes.

En vävsked mellantäljes. Med jämnekniven får avståndet mellan tänderna en sista justering
Efter en sista justering av tändernas inbördes avstånd med jämnekniven (jämnaren) skrives än en gång med spetsen av slätteknivens egg och ev. fibrer och stickor, som ännu hänga fast vid åsarna, ”spelas bort” med ett verktyg, benämnt pelekniv. Lösa spånor eller dyl. blåsas eller sopas bort. Med gnidträet (”gnieträet”), ett urholkat trästycke, gnides slutligen hastigt fram och tillbaka utefter åsarna, varigenom ev. stickor o dyl. avlägsnas. Efter överklistring av åsarna och stämpling med glödgat järn på en av ändarna – om detta inte skett tidigare – är vävskeden färdig att föras ut i marknaden.

Knutjämnare eller knutpackare från Älvdalen
Vävskedstyper
Grövre vävskedar, s.k. mattskedar, gjordes med 8, 10, 12 upp till 15 tjog tänder. Den vanliga beräkningsenheten då det gäller mattskedarnas tänder var alltså tjog. I Dalarna synes pasmeräkningen ha använts, oavsett om skedarna voro mattskedar eller andra.
Finare skedar gjordes i en mängd utföranden i avseende på längd och täthet. Ett vanligt angivande av beräkningsgrunden bland tillverkarna i markarystrakten var termen hundratal: ”En tiohundrasked”, ”en tolvhundrasked”. En tiohundrasked innehöll alltså 1000 tänder, en tolvhundrasked 1200. Men annars var en rad andra orter landet över brukade beteckningar kända: pasma eller pasman. (mellersta och norra Sverige), bund (västra och södra Sverige med undantag för Skåne), tal (”tal på alnen”, Skåne), lag (Småland), ”bunnalag” (Småland) och gäng (Gotland).
Benämningarnas bakgrund
Uttryck som pasma och bund härleda sig från garnmått och ange också antalet varptrådar.
Ett bund = 50 trådar, såvida man ej vävde med ”två trådar i tand”, då det var = 100 trådar. Enligt flera uppgifter gick det ursprungligen 48 trådar till ett bund.
Ett tal var alltid = 30 tänder och vid pasmeräkningen rörde man sig med samma siffra.
Från Vislanda socken redovisar en meddelare följande användning för olika slags vävskedar.
7, 8 och 9-bundsskedar användes vid vävning av bl.a. bolstervar, svinhårstäcken, säckar och linnebyxor för män.
10, 11 och 12-bundsskedar vid vävning av bl.a. handdukar.
13 – 15-skedar användes då lakan skulle vävas.
16 – 20-bundsskedar vid vävning av borddukar och gardiner.
Upp till 25-bundsskedar då klänningstyger, förkläden och huvuddukar framställdes.
Skedens täthet beräknas numer genom antalet rör per 10 cm.
En skedtäthet av 30 rör på 10 cm anges på detta sätt:
Sked 30/10.
Då varptrådarna skall dras in mellan rören i skeden, måste man använda sig av en skedkrok. Skedkroken är ett tunt och smidigt S-format verktyg, tillverkat av ben, horn, trä eller metall.

Skedkrok av horn
Mängden av vävskedstyper betingades givetvis av de olika användningsområden skedarna skulle ha. En duktig husmor kunde ha ett sortiment om upp till ett dussin vävskedar. Passande praktiskt taget alla förekommande vävnadstyper. Detta var emellertid ingen regel. Vävskedar voro nämligen ett mycket vanligt låneobjekt husmödrar emellan, ehuru man i allmänhet inte tycks ha varit särskilt glad åt att spela utlånarens roll. Ingenting var så utsatt för att bli fördärvat som just vävskedar och ullkardor.

Vävsked ur egen samling
Vävskedar med tänder av metall
I St. Anna, Östergötland, förvaras enligt uppgift en metallvävsked märkt med årtalet 1823, men det exemplaret torde vara en raritet. Tillverkningen av skedar, försedda med tänder (ritter) av mässing och ståltråd, synes under alla förhållanden vara igång på en del håll under 1860-talets början, men först på 1880 – 90-talen förekom de i någon nämnvärd omfattning i handeln. De möttes emellertid av en djup misstro och hade svårt att vinna insteg: ”Mässingsskedar ärgade och färgade av sig på väven”. ”Stålskedar rostade gärna”. Metallrören slet på ränningen mer än en sked av annat material”. O. s. v. Långsamt men säkert fortsatte dock nyheten att erövra terräng och slog småningom ut vassrörsskedarna och väverskornas bevågenhet.

Två tidiga vävskedar med tänder av metall
Rättelser och kompletteringar mottar vi varmt och tacksamt
Om du gillar den här sidan och vill stödja vårt arbete är en gåva eller en donation senare mycket välkommen till Dellenportalens konto 6408-619 968 508 Handelsbanken Delsbo
Du kan även Swisha din gåva till 073-600 42 78
Tack för din gåva – tillsammans kan vi glädja andra
Tack för ditt besök!
Dellenportalen | Åke Nätterö | Anderbo 62 | 824 78 Bjuråker | Tel 0653-600 62